

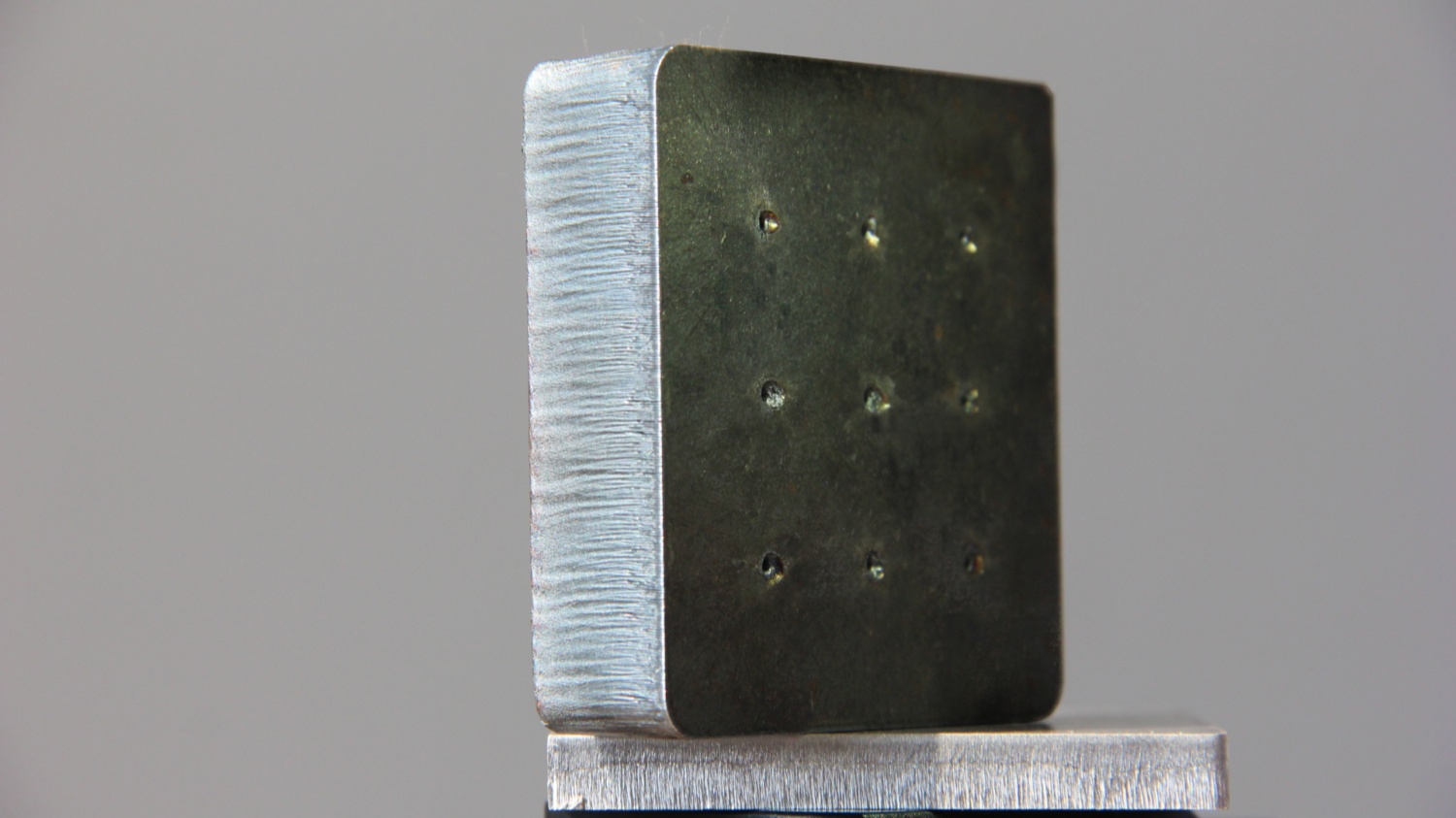
Процесс резки острых углов и небольших отверстий является ключевым прорывом в области прецизионной плоскостной резки, разработанным специально для обработки сложных прецизионных деталей из листового металла и высококачественных элементов отделки. Для решения проблем перегрева острых углов, деформации небольших отверстий и образования большого количества шлака, характерных для традиционной резки, мы точно контролируем выходную мощность лазера с помощью микросекундной регулировки мощности и технологии оптимизации траектории, эффективно решая проблему накопления тепла в углах. Это позволяет осуществлять резку под прямым углом с внутренним радиусом 0,3 мм и обработку микроотверстий с соотношением сторон 15:1 (например, φ0,5 мм × 7,5 мм). После резки острые углы не имеют заусенцев и сколов, а небольшие отверстия получаются круглыми и правильными с точностью размеров ±0,02 мм, без вторичной шлифовки, что значительно повышает качество обработки и процент годных прецизионных деталей и подходит для сценариев со строгими требованиями к деталям, таких как высококачественная бытовая техника и прецизионное машиностроение.

Процесс летной резки является ключевым этапом повышения эффективности пакетной обработки, переосмысливая стандарты высокоэффективной плоской резки. В отличие от недостатка традиционной резки, требующей 1-3 секунд паузы при каждом изменении направления, этот процесс обеспечивает непрерывную непрерывную обработку благодаря скоординированному движению динамической системы транспортировки материала и режущей головки. В сочетании с интеллектуальной технологией оптимизации компоновки скорость резки увеличивается более чем на 40% по сравнению с традиционными процессами, а коэффициент использования материала повышается до 95%, что значительно сокращает потери материала и непроизводительное время. Он особенно подходит для сценариев пакетной обработки, таких как листогибочные заводы и производство деталей машиностроения, помогая клиентам сократить производственный цикл и повысить производительность.

Процесс полировки с целью получения глянцевой поверхности ориентирован на потребности в обработке деталей с высококачественным внешним видом, обеспечивая интеграцию резки и полировки. В зависимости от обрабатываемых материалов, он подразделяется на полировку углеродистой стали с использованием кислорода в качестве вспомогательного газа и полировку нержавеющей стали с использованием азота в качестве вспомогательного газа, что точно соответствует требованиям высококачественной обработки различных материалов и обеспечивает баланс между качеством внешнего вида и эффективностью обработки.

Обработка углеродистой стали с помощью кислородной обработки имеет специально разработанную технологию для получения высококачественных деталей из углеродистой стали, обеспечивая баланс между эффективностью резки и текстурой поверхности. В качестве вспомогательного газа используется кислород высокой чистоты (≥99,9%). Во время лазерной резки кислород не только способствует горению, ускоряя плавление углеродистой стали и повышая скорость резки, но и предотвращает окисление обрабатываемого участка за счет точного контроля потока кислорода и энергии лазера. В результате получается серебристо-серая блестящая поверхность без шлака и заусенцев с шероховатостью поверхности всего Ra1,6 мкм. Полученные детали из углеродистой стали не требуют дополнительной шлифовки и полировки и могут быть непосредственно использованы для последующей обработки поверхности, такой как напыление и электрофорез, что подходит для таких задач, как изготовление декоративных панелей из углеродистой стали и высококачественных конструкционных деталей из углеродистой стали. При этом обеспечивается высокое качество поверхности, значительно повышается эффективность обработки и снижаются затраты на последующие процессы.
Резка нержавеющей стали с использованием азота для получения блестящей поверхности разработана с учетом характеристик нержавеющей стали и полностью решает проблему окисления и обесцвечивания при резке нержавеющей стали. Нержавеющая сталь склонна к окислению, а традиционная резка приводит к таким проблемам, как почернение и пожелтение обрабатываемого участка. В этом процессе в качестве вспомогательного газа используется азот высокой чистоты (≥99,99%), что позволяет эффективно изолировать контакт воздуха с зоной резки и избежать реакций окисления. В сочетании с мощным лазером и высококачественным световым лучом происходит точное расплавление нержавеющей стали и удаление шлака с помощью азота высокого давления, в результате чего получается чистый, серебристо-белый, высокоблестящий обрабатываемый участок с тонкой и гладкой поверхностью и равномерным блеском, который может быть непосредственно использован для высококачественных процессов обработки поверхности, таких как анодирование, гальваническое покрытие и волочение проволоки. Этот процесс подходит для сценариев с чрезвычайно высокими требованиями к внешнему виду, таких как панели лифтов из нержавеющей стали, высококачественные декоративные детали из нержавеющей стали и прецизионные аксессуары из нержавеющей стали, позволяя идеально передать высококачественную текстуру нержавеющей стали, одновременно сокращая количество вторичных технологических операций и повышая эффективность производства.

Процесс косой резки — это ключевой процесс, подходящий для сварки в плоском положении, специально разработанный для обработки различных конструкционных деталей, требующих сварки. Он эффективно решает проблемы низкой эффективности, неравномерных углов и необходимости вторичной шлифовки, характерные для традиционной косой резки. В зависимости от потребностей сварки, этот процесс позволяет точно выполнять косую резку под произвольным углом от 0 до 45°, поддерживая различные формы скоса, такие как V-образный, U-образный и X-образный, и подходит для обработки различных материалов, таких как углеродистая сталь, нержавеющая сталь и алюминиевые сплавы. Благодаря точному контролю энергии лазера и интеллектуальной оптимизации траектории резки, погрешность угла скоса обеспечивается на уровне ≤±0,5°, а поверхность скоса гладкая, без заусенцев и сколов. Это позволяет использовать скос непосредственно для сварки без вторичной обработки, значительно повышая эффективность и качество сварки и избегая дефектов сварки, вызванных недостаточной точностью скоса. Он подходит для сценариев обработки, требующих большого количества сварки, таких как стальные конструкции, строительная техника и детали из листового металла.
Технология воздушной резки — это практичный процесс, обеспечивающий баланс между эффективностью и стоимостью, широко используемый в традиционных сценариях обработки углеродистой стали. Использование воздуха в качестве вспомогательного газа позволяет избежать дополнительных инвестиций в инертный газ, что значительно снижает затраты на расходные материалы. В то же время, благодаря использованию мощной лазерной технологии, обеспечивается эффективная резка средних и тонких листов, высокая скорость резки и высокая адаптивность, что позволяет удовлетворить потребности в серийной обработке обычных конструкционных деталей и традиционных деталей из листового металла, идеально балансируя эффективность обработки и контроль затрат, и становится предпочтительным процессом для мелко- и среднесерийного производства.

Процесс сверхчистой пневматической резки — это модернизированная и оптимизированная версия пневматической резки, обеспечивающая двойной прорыв в эффективности и качестве. Устраняя проблемы, связанные с образованием заусенцев и необходимостью вторичной шлифовки в традиционной пневматической резке, мы устраняем избыточные остатки в нижней части заготовки за счет оптимизации соотношения вспомогательного газа и параметров резки, обеспечивая резку без заусенцев с тонким и вертикальным срезом, без вторичной обработки. По сравнению с резкой азотом, стоимость снижается примерно на 70%, а скорость резки увеличивается на 50-60%. Этот метод особенно подходит для обработки средне- и тонкостенной углеродистой стали и алюминиевых сплавов, сохраняя не только экономическое преимущество пневматической резки, но и обеспечивая качество, близкое к блестящей поверхности, что значительно повышает себестоимость обработки и производительность.
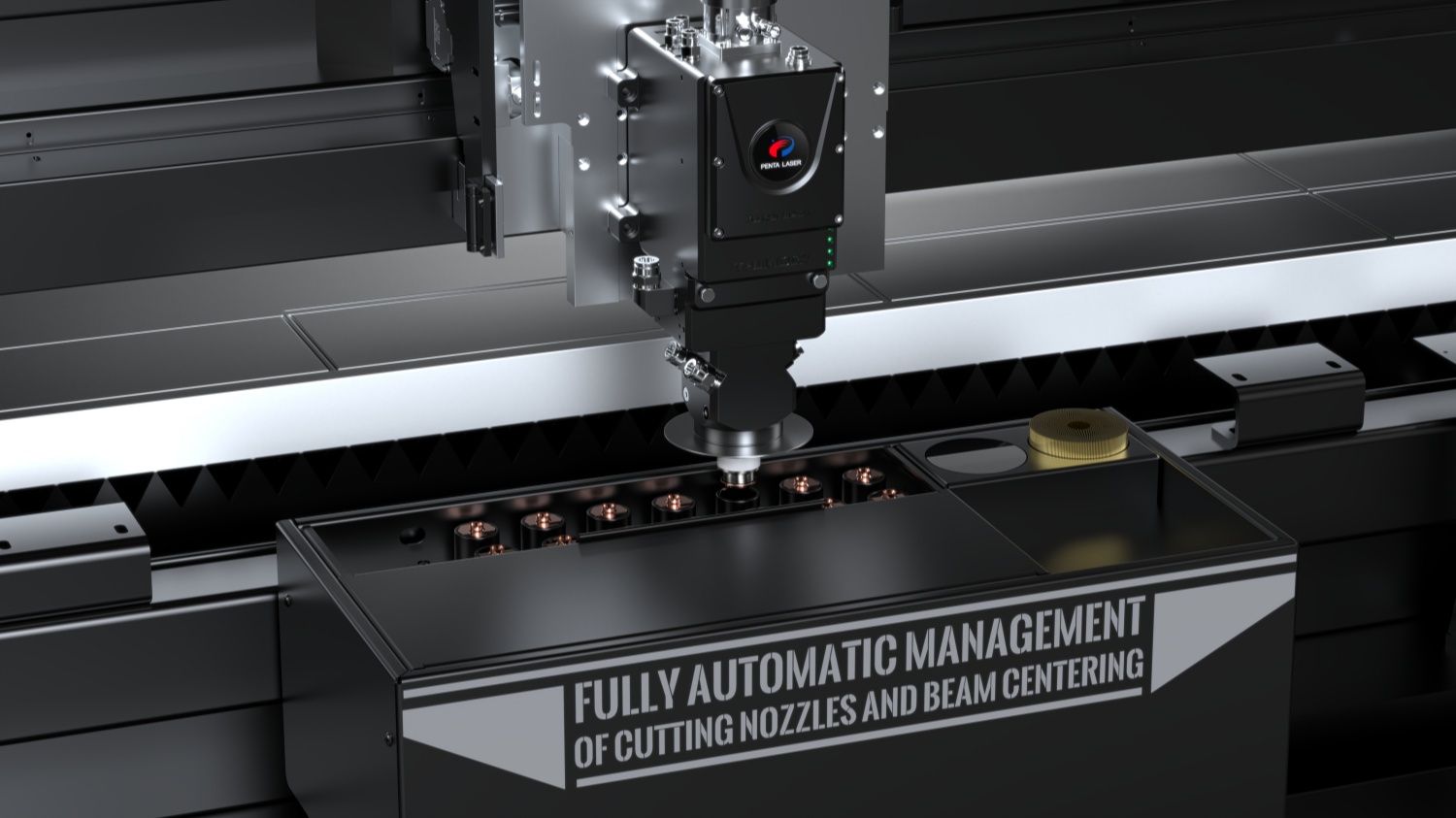
Automatic nozzle changing process is a key process to improve the intelligence level of equipment and reduce manual intervention. Relying on the intelligent nozzle changing system, it can automatically complete the rapid replacement of nozzles according to the needs of different plate thicknesses and cutting processes, with a replacement time of only about 15 seconds, without manual disassembly and debugging, effectively shortening the equipment preparation time and reducing non-productive losses. At the same time, the system can automatically detect the nozzle status, avoid cutting quality problems caused by nozzle wear and model mismatch, reduce manual operation errors, adapt to batch processing scenarios with multiple varieties and specifications, and improve production continuity and stability.
Automatic light center alignment process is the core basic process to ensure cutting accuracy and stable output of laser energy. The accuracy of laser cutting directly depends on the precise alignment between the light center and the cutting head. Traditional manual light center alignment is not only time-consuming and laborious, but also prone to deviations, affecting cutting quality. Наш процесс автоматической центровки лазерного луча автоматически определяет положение лазерного луча с помощью интеллектуальной системы датчиков и технологии точного позиционирования, а также в режиме реального времени калибрует отклонение, обеспечивая идеальное выравнивание между лазерным лучом и режущей головкой без ручного вмешательства на протяжении всего процесса. Это не только повышает эффективность отладки оборудования, но и обеспечивает стабильность точности при длительной непрерывной резке, предоставляя надежную гарантию для различных задач высокоточной резки и предотвращая увеличение брака, вызванное отклонением лазерного луча.
Восемь основных процессов взаимодействуют друг с другом, проходя через весь процесс плоской резки. От прецизионной обработки до высокоэффективного массового производства, от контроля затрат до повышения качества — они полностью удовлетворяют потребности различных отраслей промышленности. Инновации в процессах лежат в основе работы PENTA LASER, которая интегрирует передовые технологии в каждый этап обработки, позволяя плоскорезным станкам достигать преимуществ обработки «высокой точности, высокой эффективности, высокой стабильности и высокой экономической эффективности», помогая клиентам решать проблемы традиционной обработки, способствуя модернизации производства с помощью технологий и укрепляя ключевую конкурентоспособность предприятий.
Copyright © 2026 奔腾激光(浙江)股份有限公司 Ltd. All Rights Reserved. POWERED BY WEIMOBTRADE