
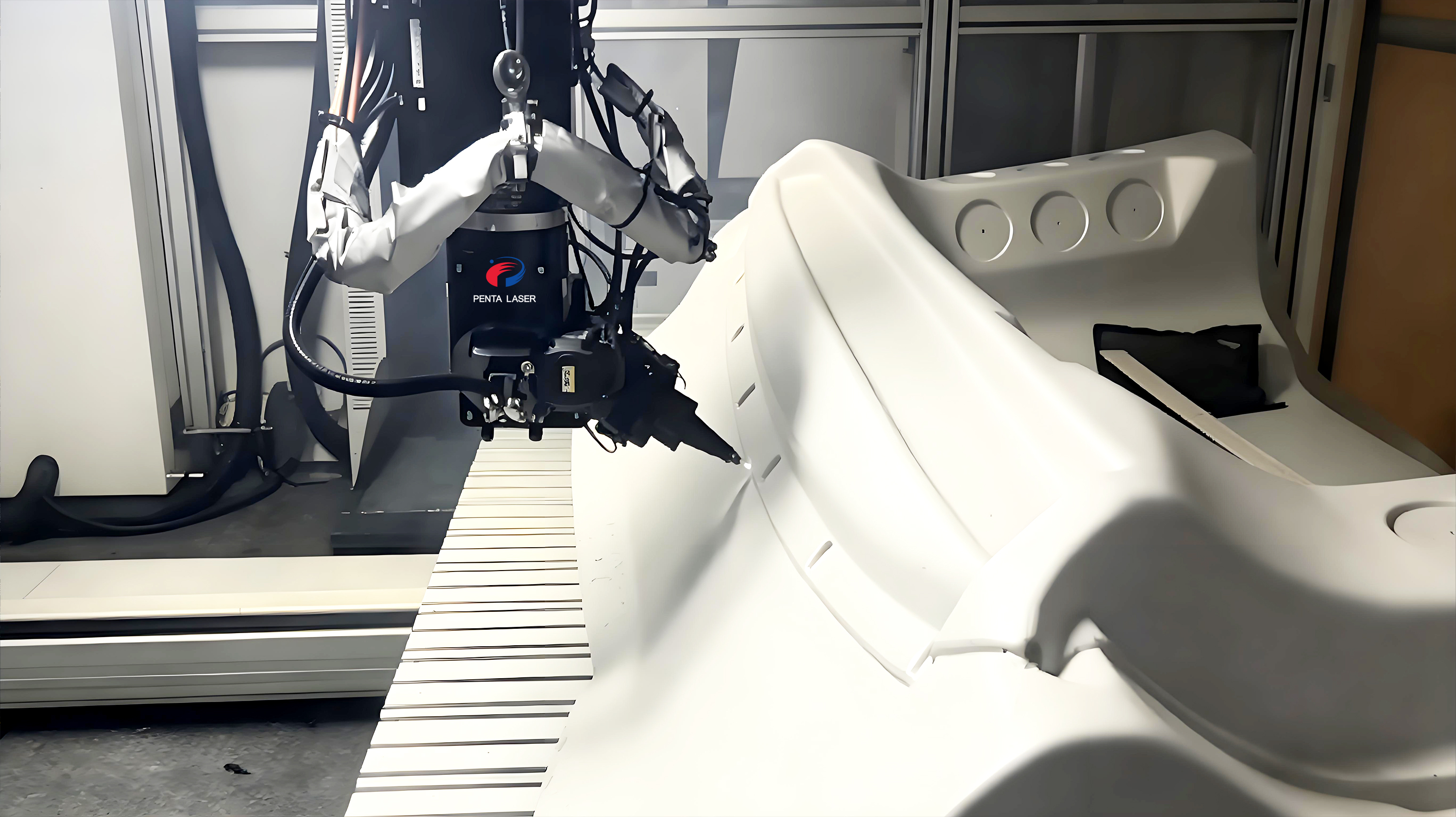
1. Пятиосевая прецизионная резка.
Являясь основным процессом пятиосевой 3D-резки, этот процесс точно координирует комплексное перемещение пяти осей с помощью системы числового управления, обеспечивая динамическое сопряжение лазерной головки с поверхностью заготовки, гарантируя, что лазерный луч всегда перпендикулярен обрабатываемой поверхности, и полностью решая проблему мертвой зоны обработки, характерную для традиционного трехосевого оборудования. Оснащенный высокоэнергетическим лазерным лучом и адаптивной системой управления фокусировкой, он обеспечивает следующие основные технические параметры: колебания ширины щели ≤0,1 мм, точность позиционирования ±0,05 мм, точность повторного позиционирования ±0,03 мм и скорость отклика осей ≤10 мс. Он обеспечивает высокоточную резку изогнутых поверхностей и контуров специальной формы и подходит для обработки сложных конструкционных деталей, таких как лопатки авиационных двигателей и детали, изготовленные методом горячей штамповки в автомобилестроении. После резки поверхность получается гладкой, без заусенцев (шероховатость поверхности Ra≤1,6 мкм) и без деформаций (деформация ≤0,02 мм/м), не требуется дополнительная обрезка, что значительно повышает качество обработки и процент годных прецизионных деталей.

2. Резка сложных криволинейных поверхностей с отслеживанием.
Этот процесс, предназначенный для решения сложных задач обработки неровных и сложных контуров 3D-кривых заготовок, оснащен высокопроизводительными емкостными или лазерными датчиками слежения. Основные технические параметры: скорость отклика датчика слежения ≤5 мс, точность слежения ±0,02 мм, диапазон отслеживания фокуса 0-50 мм. Он позволяет в режиме реального времени отслеживать изменения неровностей поверхности заготовки, динамически регулировать положение фокуса лазера и ориентацию режущей головки, обеспечивая постоянное расстояние между фокусом и поверхностью заготовки во время резки и равномерную плотность мощности лазера. Будь то дугообразный контур автомобильных крышек, сложные криволинейные поверхности кузовов высокоскоростных железнодорожных вагонов или каналы лопаток авиационных двигателей, он обеспечивает резку без мертвых зон и равномерную резку, эффективно избегая таких проблем, как неровные щели и шероховатые участки при обработке криволинейных поверхностей. В то же время, он подходит для обработки различных труднообрабатываемых материалов, таких как углеродистая сталь, нержавеющая сталь, титановые сплавы и алюминиевые сплавы (адаптируемая толщина материала 0,5-20 мм), что подчеркивает высокую гибкость и адаптивность 3D-пятиосевой резки.
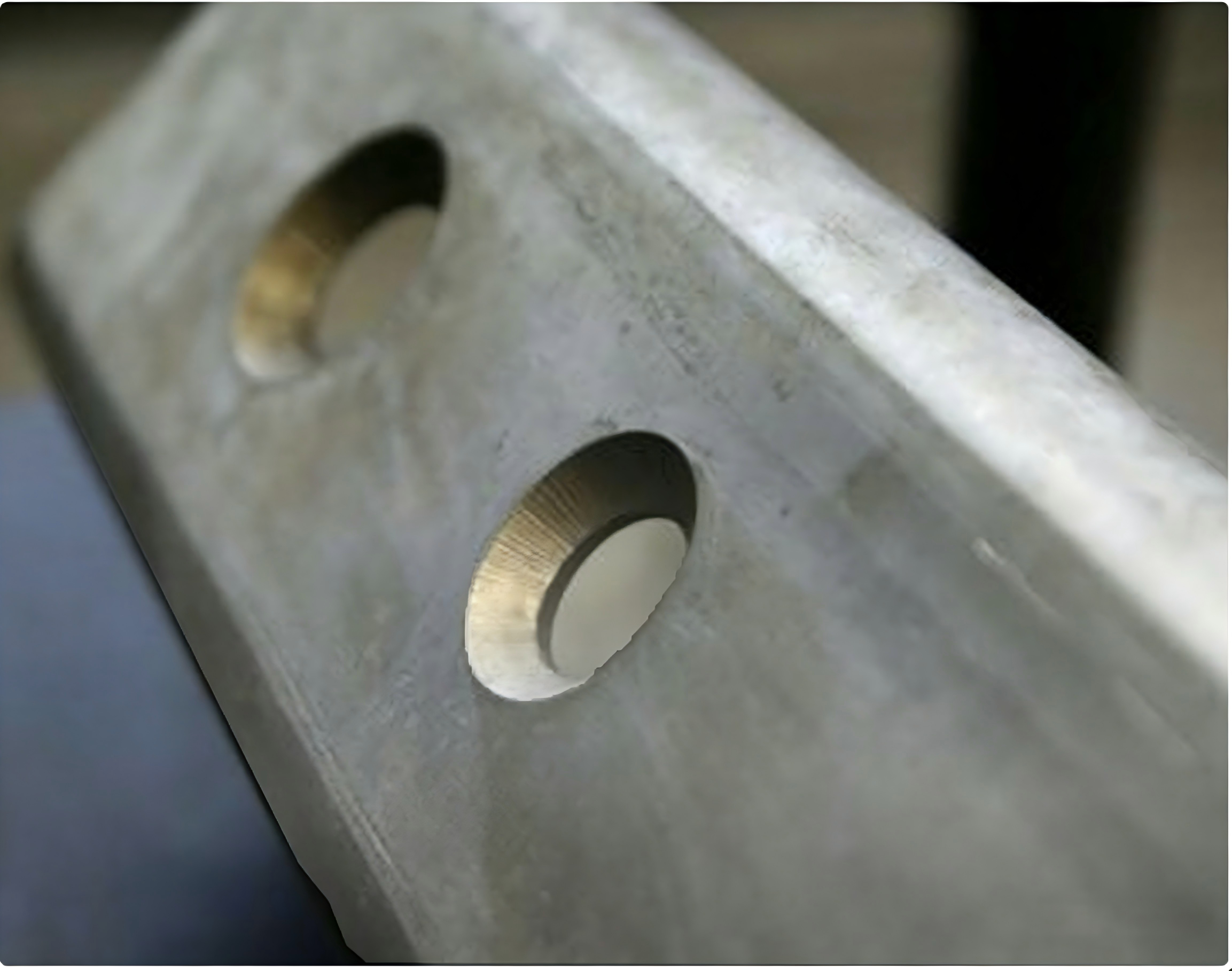
3. Многомерная интегрированная резка скошенных краев.
Специально разработанная для сложных сценариев сварки заготовок, эта технология является ключевым процессом для повышения качества сварки и снижения сварочных затрат. Благодаря гибкости пятиосевого механизма, основные технические параметры включают: диапазон регулировки угла скоса 0-135°, погрешность угла скоса ≤±0,5°, точность ширины скоса ±0,1 мм. Она позволяет выполнять интегрированную резку контура заготовки и скоса без дополнительного зажима. Благодаря точному контролю энергии лазера и алгоритму оптимизации 3D-траектории, поверхность скоса обеспечивается гладкой и без окисления (толщина оксидного слоя ≤5 мкм), что позволяет использовать ее непосредственно для сварки, обеспечивая прочность сварного шва на уровне 98% от прочности основного металла и эффективно предотвращая сварочные дефекты, вызванные недостаточной точностью скоса. Широко применяется в сценариях со строгими требованиями к качеству скоса, таких как сварка конструкционных деталей аэрокосмической отрасли, конструкционных деталей судов и высокотехнологичного оборудования.

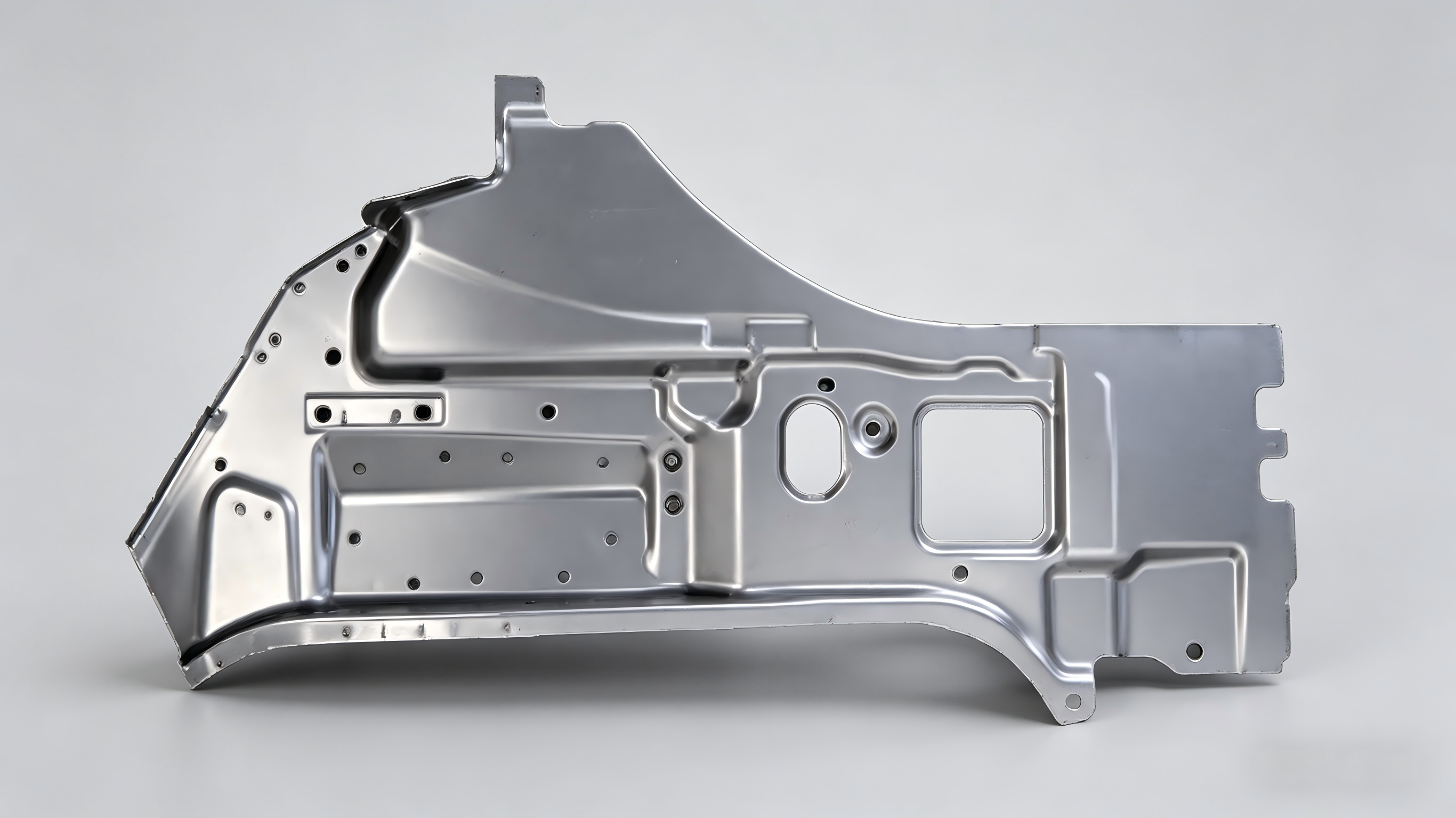
4. Однократная зажимная полнофункциональная резка.
Этот процесс, ориентированный на решение проблем, таких как накопление ошибок и низкая эффективность, вызванные многократным зажимом в традиционной многопроцессной обработке, реализует производственный режим «однократный зажим и полная обработка». Основные технические параметры: точность позиционирования зажима ±0,03 мм, повышение эффективности интеграции процессов более чем на 60%, коэффициент использования оборудования до 85%, сокращение цикла обработки более чем на 60%. Благодаря интеллектуальному алгоритму планирования траектории, он объединяет несколько процессов, таких как контурная резка заготовки, обработка отверстий, резка под углом и обрезка, в один, полностью исключая трудоемкий процесс перемещения нескольких устройств и многократного зажима в традиционной обработке. На примере лотка для аккумуляторной батареи электромобиля, заготовка, для обработки которой изначально требовалось 37 процессов, может быть полностью обработана за один раз с помощью этого процесса, избегая ошибок зажима, обеспечивая постоянство точности размеров каждой части заготовки и значительно повышая эффективность производства и стабильность обработки.
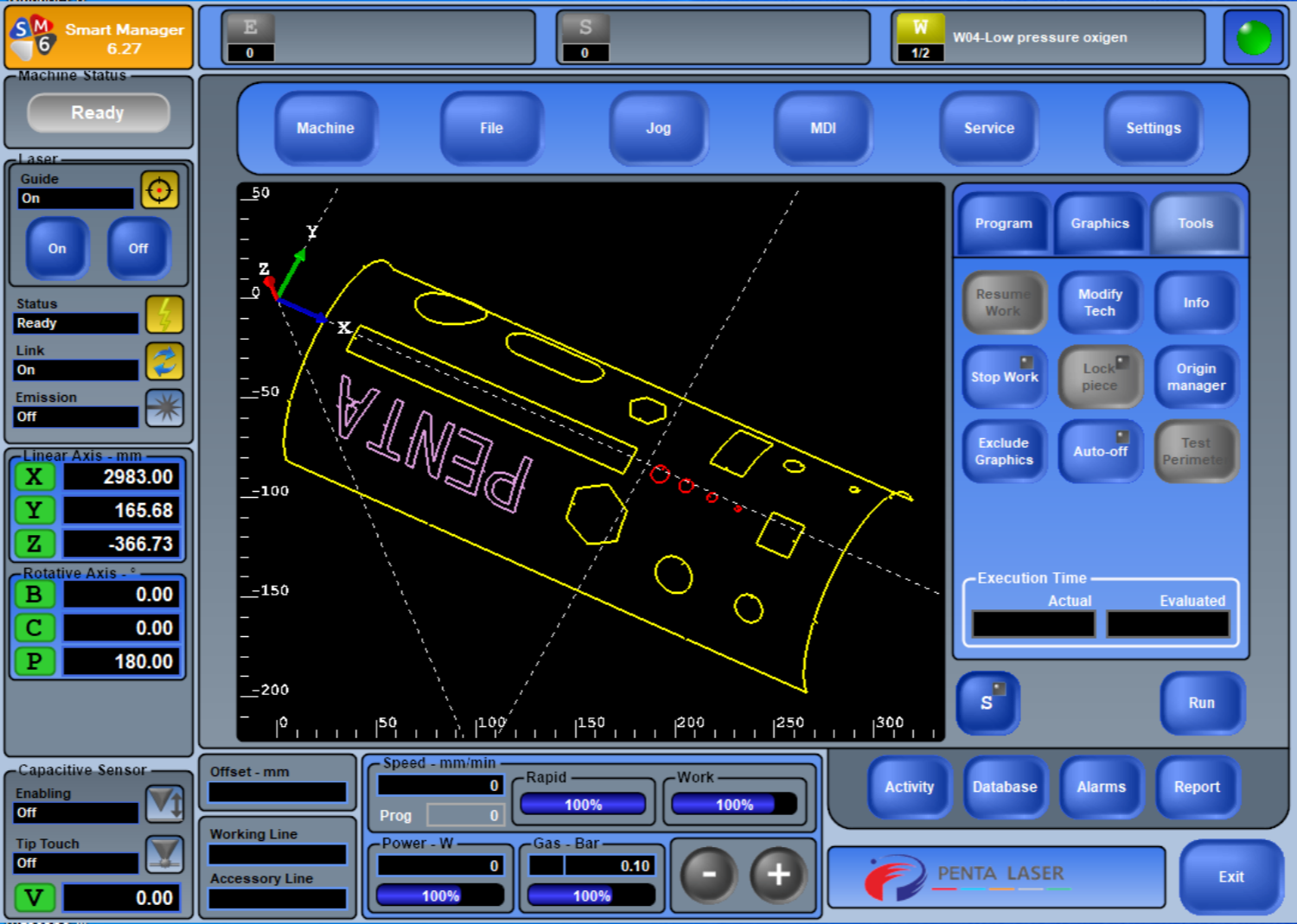
5. Интеллектуальная оптимизация траектории резки.
Интеграция программной системы «цифровой двойник процесса» и технологии автоматического программирования CAD/CAM позволяет создать интеллектуальную базу данных процессов, охватывающую сотни материалов и толщин, обеспечивая автоматическое и оптимизированное планирование траекторий резки. Основные технические параметры: время отклика планирования траектории ≤30 с, точность предотвращения столкновений ±0,1 мм, коэффициент использования материала увеличен до более чем 98%, эффективность программирования повышена на 70%. Возможность импорта 3D-моделей заготовок одним щелчком мыши, автоматическое определение особенностей обработки, таких как контуры заготовки, отверстия и фаски, предотвращение риска столкновения режущей головки с заготовкой, а также автоматическое сопоставление параметров, таких как мощность лазера (1000-12000 Вт), скорость резки (0,5-5 м/мин) и давление воздуха (0,3-1,2 МПа), в зависимости от типа и толщины материала, преобразуя опыт опытных специалистов в воспроизводимые цифровые активы. Кроме того, оптимизация маршрута позволяет сократить непроизводительное время, что особенно подходит для мелкосерийного и крупномасштабного производства, обеспечивая двойную цель: гибкость производства и повышение эффективности.
6. Высокоточная бесконтактная резка.
Этот процесс, направленный на решение проблем, связанных с легкой деформацией и сложностью контроля точности обработки труднообрабатываемых материалов, таких как высокопрочная сталь и титановые сплавы, использует бесконтактный метод обработки. Основные технические параметры: диаметр фокусировки лазерного луча < 0,1 мм, ширина щели 0,1-0,3 мм, зона термического воздействия ≤ 0,2 мм, деформация заготовки ≤ 0,02 мм/м. Это позволяет минимизировать тепловое воздействие на заготовку во время обработки, обеспечивая резку без напряжений и деформаций. Благодаря высокодинамичной механической конструкции и высокоточным передаточным механизмам обеспечивается стабильность движения и низкий уровень дрожания (дрожание ≤ 0,01 мм) при высокой скорости и высоком ускорении в пятиосевом механизме. Даже при обработке высокопрочной бористой стали с пределом прочности 1800–2000 МПа сохраняется стабильная точность обработки заготовки: перпендикулярность резания ≤0,05 мм/м и шероховатость поверхности Ra ≤ 1,6 мкм, что соответствует высоким стандартам производства. Этот процесс широко используется в областях с чрезвычайно высокими требованиями к точности обработки и характеристикам заготовки, таких как прецизионные детали для аэрокосмической отрасли, детали для обеспечения безопасности автомобилей и высококачественные пресс-формы, помогая предприятиям преодолеть узкое место в высокотехнологичной обработке материалов.
Шесть основных процессов взаимодействуют друг с другом, глубоко интегрируя преимущества интеллектуальности, точности и высокой эффективности, проходя через весь процесс 3D-пятиосевой лазерной резки. От обработки сложных криволинейных поверхностей до точной обработки фасок, от повышения эффективности до обеспечения качества — они полностью удовлетворяют разнообразные потребности высокотехнологичного производства. Инновации в процессах лежат в основе нашей работы, и мы тесно связываем передовые лазерные технологии с потребностями высокотехнологичного производства, позволяя оборудованию для 3D-пятиосевой лазерной резки достигать основных преимуществ: «высокая точность, высокая эффективность, высокая гибкость и высокая экономическая эффективность». Это помогает клиентам решать проблемы традиционной обработки сложных заготовок, способствует модернизации производства с помощью технологий и укрепляет конкурентоспособность предприятий в сфере высокотехнологичного производства.
Copyright © 2026 奔腾激光(浙江)股份有限公司 Ltd. All Rights Reserved. POWERED BY WEIMOBTRADE